
Fabriquer une clé
Fabriquer une clé

Table des matières :
Fabriquer une clé pour instrument à vent

Voici un reportage expliquant comment on peut fabriquer une clé pour
instrument à vent.
Dans cet exemple, il s’agit d’une clé “normalement ouverte”, du même type de
celles qu’on peut trouver sur les clarinettes ou hautbois.
Ici, il s’agit d’une clé de bombarde.
L’outillage nécessaire consiste principalement en un tour à métal, un petit
étau, toutes sortes de limes, une perceuse à colonne et un chalumeau pour la
brasure à l’argent.
Les outils plus spécifiques sont fabriqués maison, je donne le lien vers le
site où j’ai expliqué plus en détail la fabrication et l’utilisation de ces
outils spécifiques.
Fournitures
×
- 1 -

|
Voici les matériaux de départ.
J’utilise du maillechort aussi appelé argentan, il s’agit d’un alliage de
cuivre, zinc et nickel.
Les profils employés pour cette clé :
- plat de section 4mm x 12mm
- tôle d’épaisseur 3mm
- tube, diamètre 3mm x 2mm
- Rond diamètre 12mm
- rond diamètre 1.9 mm (pour l’axe)
—|—
Clapet
- 1 -

|
Usinage du clapet qui supporte le tampon. Dans mon cas, je l’usine en massif à partir d’un rond de diamètre 12mm. Cette pièce peut être également emboutie dans une tôle fine de maillechort. Ici, usinage du cône extérieur, 120°.
—|—
- 2 -

|
Installation d’une butée de mandrin, voir cet outil sur [homemadetools.net](http://www.homemadetools.net/forum/lath-chuck-depth- stop-67568#post110961)
- 3 -

|
Reprise du clapet dans le mandrin, contre la butée.
- 4 -

|
Alésage de l’intérieur du clapet. Voir cet outil sur [homemadetools.net](http://www.homemadetools.net/forum/tiny-boring- bar-67567#post110960)
- 5 -

|
Reprise du clapet par pression entre pointes, ajustage du diamètre.
Le corps de la clé
- 1 -

|
Découpe du corps de la clé dans une feuille de maillechort de 3mm.
—|—
- 2 -

|
Façonnage à la lime.
- 3 -

|
Le corps est percé pour le passage du tube. Façonnage de la nervure du dessus.
Les boules
- 1 -

|
Fabrication de la boule. Ebauche de la partie filetée au tour. Filetage M3 à la fillière. Ne pas oublier la goutte d’huile.
—|—
- 2 -

|
Petite gorge à la base de la boule, avec un outil de forme.
- 3 -

|
Epaulement, avec l’outil à tronçonner.
- 4 -

|
Après tronçonnage, reprise dans un mandrin en acier, taraudé M3.
- 5 -

|
Usinage de la boule avec un outil dédié. Voir cet outil sur [homemadetools.net](http://www.homemadetools.net/forum/mini-ball-lathe- tool-66946#post109053)
- 6 -

|
Le charriot supérieur est incliné à 30°.
- 7 -

|
Avance avec le charriot transversal, jusqu’à ce que la boule soit à demi formée.
- 8 -

|
Avance avec le charriot supérieur, suivant l’angle de 30°.
- 9 -

|
Finition de la boule à la lime.
- 10 -

|
Affinage des formes à la lime aiguille.
- 11 -

|
Polissage au papier de verre et laine d’acier.
- 12 -

|
Une boule terminée. Diamètre 5mm.
- 13 -

|
J’en profite pour faire un petit lot de boules.
Perçage des boules
- 1 -

|
Après taraudage du bois sur l’instrument, et vissage à fond des boules, marquage de l’axe de la clé.
—|—
- 2 -

|
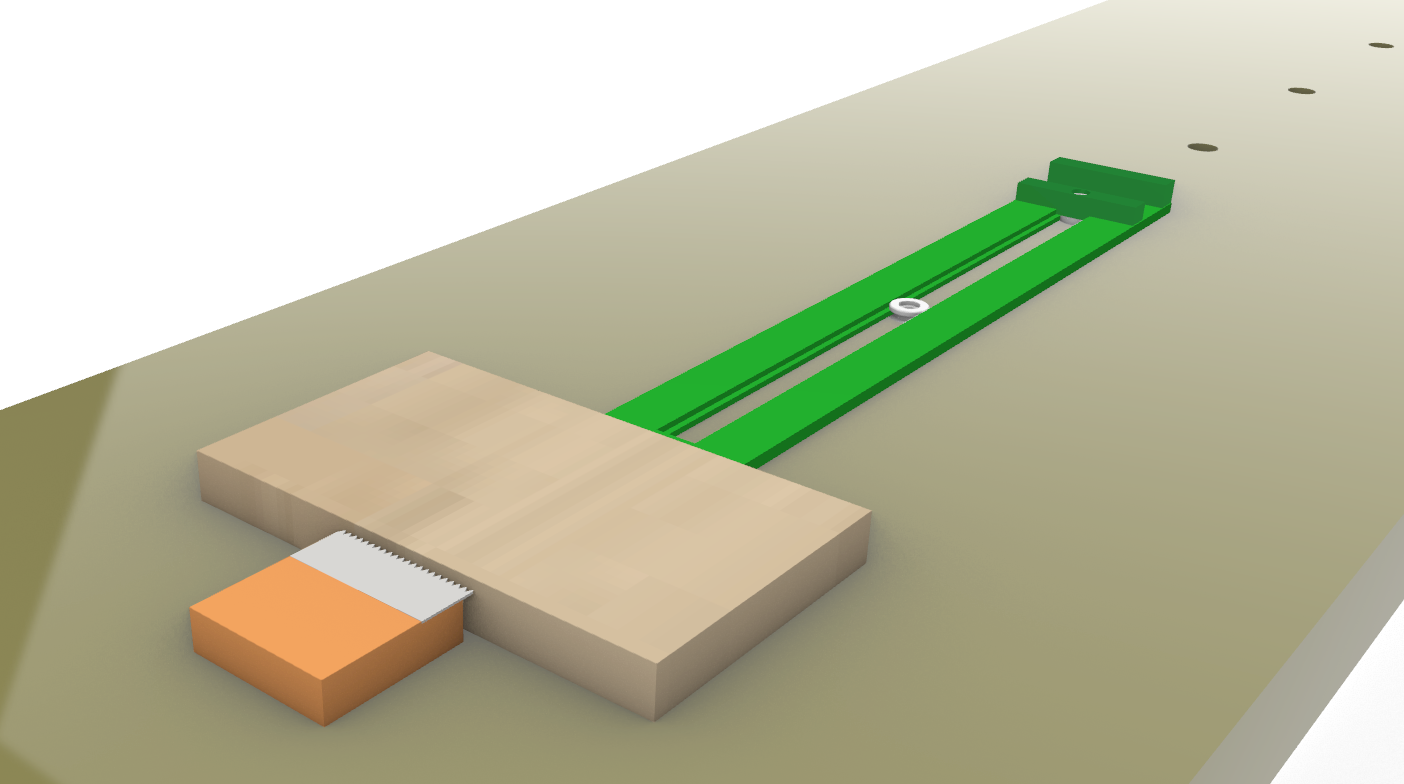
Cet outil va permettre de percer les boules de part en part. Voir cet outil sur [homemadetools.net](http://www.homemadetools.net/forum/%5Bwoodwind- instrument-making%5D-ball-post-drilling-fixture-67673#post111182)
- 3 -

|
Les deux vis sont percées en leur centre et font office de canon de perçage.
- 4 -

|
L’outil assemblé. La boule à percer est à l’intérieur, prise en pression entre les deux canons de perçage.
- 5 -

|
Perçage. Ne pas oublier la goutte de lubrifiant.
- 6 -

|
Perçage.
- 7 -

|
La boule percée, bien en son centre.
- 8 -

|
Taraudage M2.
- 9 -

|
Filetage de l’axe, M2.
- 10 -

|
L’axe est bien perpendiculaire à l’axe de la boule.
- 11 -

|
L’axe est monté sur les boules. Une extrémité est filetée dans la boule, l’autre est lisse et possède une fente pour la manoeuvre à l’aide d’un tournevis.
- 12 -

|
Les extrémités du tube qui viendront contre les boules sont chanfreinées à l’intérieur.
- 13 -

|
Montage à blanc du tube sur l’axe et du corps sur le tube.
- 14 -

|
Montage à blanc du clapet sur le trou de l’instrument avec un tampon. A ce stade, on ajuste la position du bras sur le clapet.
Le ressort
- 1 -

|
Perçage diamètre 0.6 du trou du ressort sur la boule. C’est l’étape la plus délicate !
—|—
- 2 -

|
Il faut un mandrin de bonne qualité, tourner très vite et une goutte d’huile. Le ressort est légèrement applati pour se bloquer dans le trou et j’ajoute une infime goutte de Loctite.
La touche
- 1 -

|
Le maillechort se forge très mal à froid (il fissure et casse), il est préférable de le travailler à chaud. Ici on part d’un morceau de section rectangulaire 4mm x 12mm.
—|—
- 2 -

|
On forge la courbure…
- 3 -

|
… en suivant le modèle.
- 4 -

|
la partie basse est écrasée pour l’amincir et l’élargir, La partie haute est écrasée dans l’autre sens pour la rendre plus épaisse.
- 5 -

|
Après forgeage, dressage d’un côté à la lime.
- 6 -

|
Dressage d’un côté à la lime.
- 7 -

|
Façonnage à la lime.
- 8 -

|
Façonnage à la lime.
- 9 -

|
Montage à blanc.
Brasure
- 1 -

|
Les pièces sont prêtes à être assemblées par brasure.
—|—
- 2 -

|
Montage pour la brasure du bras sur le clapet.
- 3 -

|
On utilise de la brasure à l’argent et du flux adapté(borax).
- 4 -

|
Application locale du flux.
- 5 -

|
Chauffe. Lorsque plusieurs éléments sont déjà assemblés, il faut chauffer très localement. Cette buse est un peu trop grosse, j’utilise ensuite une micro- buse pour la joaillerie.
- 6 -

|
La brasure doit être invisible. Il faut apporter beaucoup de soins au montage et au positionnement des pièces.
- 7 -

|
Brasure du corps sur le tube.
- 8 -

|
Utilisation de la micro-buse pour une chauffe très locale.
- 9 -

|
Brasure de la butée pour le ressort. Je la laisse plus longue que nécessaire…
- 10 -

|
Je la positionne avec du fil de laiton. La pince étau sert de radiateur et évite la sur-chauffe du joint de la touche déjà soudé.
- 11 -

|
Brasures terminées. La butée de ressort est recoupée et un petit cran pour retenir le ressort est limé.
Polissage
- 1 -

|
Nettoyage aux papiers de verre 600 et plus.
—|—
- 2 -

|
Polissage sur un disque coton dur, pâte marron puis pâte bleue.
- 3 -

|
Et voilà …
Vous pouvez voir l’instrument terminé avec cette clé montée dans cet
article.
N’hésitez pas à réagir à cet article en cas de question ou vous pouvez me
contacter
également sur ma page Facebook.
Bon usinage !
Christophe
(PS. Je rappelle que je ne vends pas mes créations ou mes services, ces
informations sont publiées seulement à des fins de partage et d’entraide pour
les facteurs amateurs.)

















Anciens commentaires des lecteurs