
Bagues Titane / Bois
Bagues Titane / Bois

Table des matières :
Bagues Titane / Bois

J’ai longtemps cherché à améliorer mes bagues en bois massif, qui restent fragiles dans certaines essences et si on les fait fines. L’idée de les doubler en métal paraît séduisante, mais il est nécessaire de trouver un métal suffisemment résistant et qui soit bien supporté au contact avec la peau.
La solution idéale consiste à utiliser du titane.
Le titane est un métal léger, résistant, parfaitement analergique et qui
resiste à tous les types de corrosion.
Il conserve assez bien le poli, d’une couleur gris argent, assez sobre.
Si le titane est un métal possédant bien des qualités, il a aussi malheureusement de gros défauts :

- Il peut être assez difficile à trouver pour l’amateur
- Il est relativement cher.
- Il est difficile à usiner et c’est peu de le dire.
- Les copeaux, limailles ou débris fins sont inflammables!
Après avoir fini par me procurer des barreaux de titane de diamètre 30mm, mes
premiers essais d’usinage sur le tour se sont révélés des échecs. En le
tournant à la manière de l’aluminum ou du laiton, on se rend vite compte que
les outils HSS se mettent à rougir sans pénétrer le métal, et que les outils
carbures, même s’ils s’avèrent mieux résistants, n’ont pas une efficacité
extraordinaire.
Lorsque j’ai essayé d’approcher une lime sur le tour, pour façonner un
arrondi, comme je peux le faire sur de l’acier ou du laiton, ce sont les dents
de la lime qui ont été usinées …
C’est en discutant et échangeant sur différents forums que la solution m’a été donnée.
En particulier, je remercie :
- Brian, alias bstanga sur le homemadetools.net qui, après avoir eu lui aussi beaucoup de déboires dans l’usinage du titanium, a donné la méthode d’usinage qui fonctionne.
- Daniel, alias calimero54, sur le forum couleursbois.com, qui a décrit sa méthode et l’outil carbure utilisé pour débiter des bagues en titane.
Le titane est vraiment un métal aux propriétés inhabituelles, et l’une d’elles, peu commune, est la clé des difficultés d’usinage que l’on peut avoir avec ce métal.
En effet, le titane est un mauvais conducteur thermique. Il en résulte que
l’énergie générée par les frottements contre l’outil de coupe, au lieu de se
dissiper dans la pièce usinée comme c’est le cas dans la pluspart des métaux,
se dissipe dans l’outil qui est un meilleur conducteur thermique que le
titane. De ce fait, même avec une luibrification, l’usinage aux vitesses
habituelles de coupe du titane est un cauchemar.
La solution réside donc tout simplement à réduire au minimum la vitesse de
rotation lors de l’usinage, de l’orde de 100 tours par minute, si possible
moins.
De même, la prise de passe doit être assez agressive, de manière à ne pas
générer inutilement trop de frottements.
Pour revenir à la fabrication de la bague à proprement parler, Daniel, ci
dessus a décrit un outil fabriqué sur mesure dans un barreau en carbure massif
qui lui permet d’usiner même deux bagues de deux diamètres différents dans la
même section de titane.
J’ai repris l’idée de l’outil carbure de Daniel, en en modifiant le profil de
façon à obtenir un outil plus résistant, mais en abandonnant l’idée de faire
deux bagues dans la même section.
Le même outil permet de défoncer en bout pour creuser l’intérieur de la bague, et de tronçonner l’anneau en longueur. Le chariotage est réalisé avec un outil à plaquette carbure standard, toujours à basse vitesse.

De cette manière, je peux usiner des bagues soit en titane massif (photo ci
dessus, bague de gauche), soit panachées en bois et titane, comme cette bague
en santal rouge, finition CA.
Dans le cas de la bague bois/métal, je réalise d’abord la bague métal, à une
cote extérieure calibrée. Je réalise ensuite dans un rond de bois l’alésage
correspondant, au tour à métal. Je colle les deux parties à l’époxy, et je
termine la bague ensuite sur un mandrin à bague, au tour à bois.



Quelques images de l’usinage:

1- A gauche l’outil façonné à la meule adéquate dans un barreau de carbure.
A droite, le barreau de Titane brut, diamètre 30mm.
|
2- Le détail du profil de l’outil. La courbe épouse le diamètre intérieur de la bague, avec une dépouille pour ne pas frotter cependant. On voit les copeaux nets et non brûlés générés par une prise de passe assez franche et à basse vitesse (paradoxal !)
|

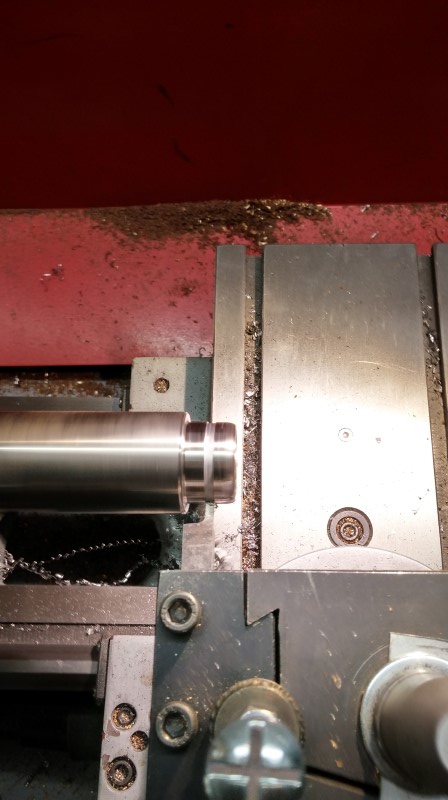
3- Défonçage en bout au diamètre intérieur de la bague.
—|—|—

4- Chariotage au diamètre extérieur.
|
5- Arrondi extérieur droit, façonné à la lime, à très basse vitesse. Finition au papier de verre,
|

6- Séparation de la bague, avec le même outil utilisé cette fois en tronçonnage.

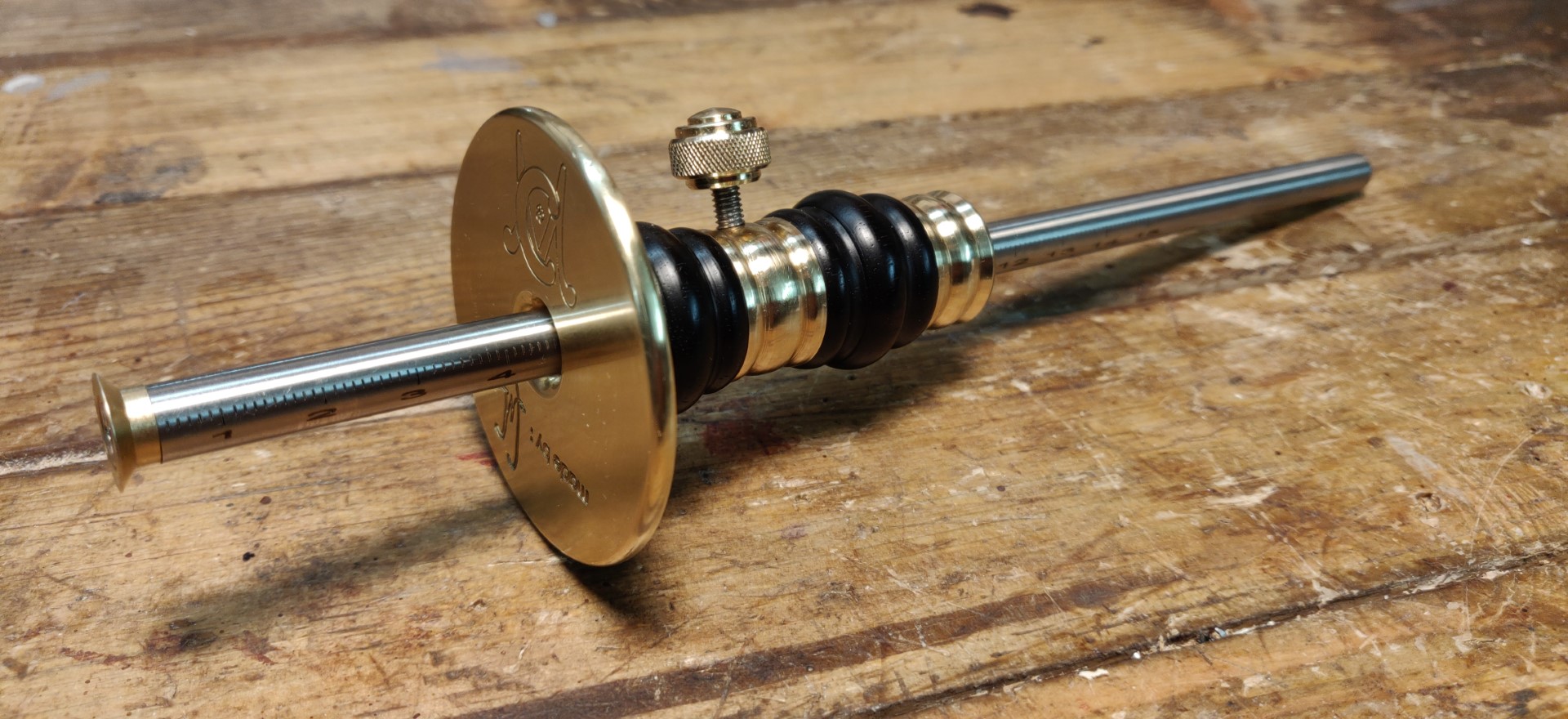
7- Reprise de la bague sur un mandrin façonné sur mesure en acier. Je termine à la lime et au papier de verre l’arrondi extérieur.
|
8- A droite, la bague terminée. Le titane supporte très bien le polissage au disque de feutre, finition à la pâte bleue.
|
9- La bague de droite est une bague en bronze. Malheureusement, elle ne peut pas être portée au doigt en raison de l’oxydation trop rapide au contact de la sueur. Elle est portée en pendentif.
N’hésitez pas à me laisser un commentaire ici, ou sur Facebook, ou encore sur HomemadeTools.
Christophe

















{kind=link}
Anciens commentaires des lecteurs
Hello from bstanga
Hello from jean_michel